-

深圳市万博机电有限公司
主营:蜗杆,蜗杆传动,钨钢成型研磨,丝杆厂家,蜗杆减速箱

深圳市万博机电有限公司
主营:蜗杆,蜗杆传动,钨钢成型研磨,丝杆厂家,蜗杆减速箱 17
17

丝杠加工中的螺纹加工方法是什么
旋风铣削丝杠加工中螺纹与滚花一次完成工艺效率高,成本低,加工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。 旋风铣削法是一种高效率的螺纹加工方法,适用于批量较大的螺纹粗加工,其工艺是用硬质合金刀对螺纹进行高速铣削,它具有刀具冷却好、生产效率高的优点。精度要求不高的螺纹,可用此法一次完成切削加工。旋风铣削刀的回转轴线与工件轴线为空间位置关系,交叉角度为β角(等于螺旋升角)。其加工过程包括工件的旋转运动,工件的螺旋轴向进给运动(或刀具进给),铣刀盘上刀刃的旋转运动。
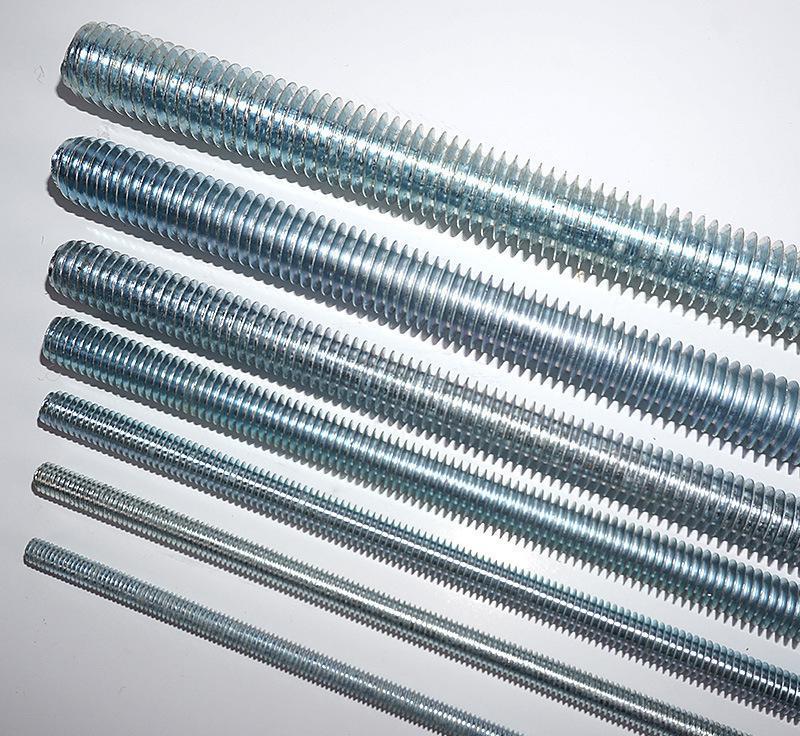
对于梯形丝杆而言,轧制工艺优于切割(车床铣削)工艺。因为轧制的丝杠表面更加坚固,且表面光洁度更好,另外,轧制工艺可以用来处理长棒材,然后可以切割成任意长度。轧制丝杠的精度可以优于每英尺0.003英寸。如需更高的精度,则应考虑使用磨制工艺。磨制丝杠可以实现每英尺0.0003英寸或更优的精度。但是,磨制工艺的成本要高得多(10倍)。
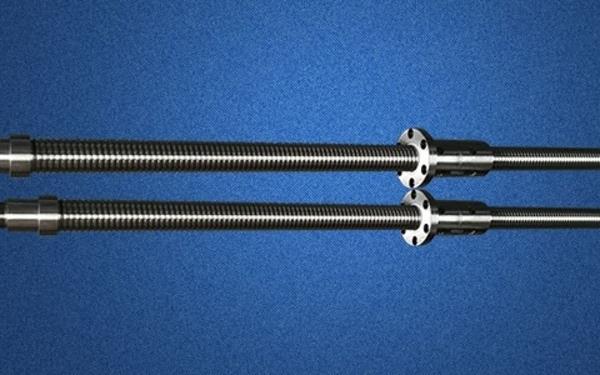
滚珠丝杆和梯形丝杆的区别
滚珠丝杆是工具机械和精密机械上较常使用的传动元件,其主要功能是将旋转运动转换成线性运动,或将扭矩转换成轴向反复作用力,同时兼具高精度、可逆性和高效率的特点。由于具有很小的摩擦阻力,滚珠丝杆被广泛应用于各种工业设备和精密仪器。
梯形丝杆加工中螺纹与滚花一次完成工艺效率高,成本低,加工精度要求不太高的产品,其结构设计思路、方案有较好的推广应用价值。
滚珠丝杆与梯形丝杆区别
传动效率不同
滚珠丝杆的传动效率大约是90~96%,梯形丝杆的传动效率大约是26~46%。如果是驱动同样大的负载的话,采用滚珠丝杆可以使用更小的驱动功率。
传动速度不同
滚珠丝杆是滚动摩擦,梯形丝杆是滑动摩擦,工作的时候前者的温升远远低于后者,因此一般情况下是可以承担高速传动的任务。
使用寿命不同
滚动摩擦的表面损伤比滑动摩擦的小很多,因此在清洁、润滑等条件符合时,滚珠丝杆的维持寿命比梯形丝杆高得多。
自锁性不同
丝杆的自锁性一般与传动效率成反比,因此,滚珠丝杆几乎是没有自锁性的,而梯形丝杆具有一定的自锁性。
经济性不同
从以前和目前的情况看,滚珠丝杆因其结构较梯形丝杆复杂,价格仍然比梯形丝杆高。不过,随着自动化设备的增多而产量增大,价格差异越来越小。